

With the increasing importance in weight reduction of automobiles, polymers are widely used in interior and exterior automotive components. These materials help reduce energy consumption and improve design. However, exposure to light, heat, moisture and oxygen can lead to photothermal aging, which can degrade the appearance or impair performance.

The rapid development of the automotive and transportation industry has created increasing demands for advanced anti-aging performance

Waterborne coatings offer environmental benefits, yet often face practical limitations: low gloss, poor coverage, dull color, along with storage issues like separation and mold growth.
Our advanced additives are engineered to tackle these problems directly. We enhance gloss and opacity, intensify color vibrancy, and ensure formulation stability for consistent performance from storage to application. Build with confidence—coatings that look better, last longer, and stay stable.

The key to sustainable development in green building materials lies in reducing resource consumption, minimizing environmental pollution, improving energy efficiency, and balancing economic and social benefits. While retaining traditional building materials, the introduction of polymer materials has made them a core raw material for products such as curtain walls, pipes, insulation systems, waterproofing materials, flooring, coatings, and sealants. However, long-term exposure to ultraviolet rays, moisture, and polluted environments can lead to fading, embrittlement, cracking, and other issues in building materials, directly affecting their durability and aesthetics. By optimizing building systems, we help clients extend material lifespan and reduce maintenance costs.

EVA materials are advancing through technologies like supercritical foaming and smart manufacturing, yet face challenges such as chemical residue and cost control. Meanwhile, PVC is declining due to environmental regulations. We assist clients in addressing these production challenges and material performance issues, supporting their transition to sustainable, high-performance solutions.

We enhance the reliability of home appliances by ensuring plastic stability in harsh environments. In home furnishings and toys, we meet strict global standards while preventing discoloration and brittleness. For sports, leisure, and automotive applications, we extend the lifespan of high-performance and interior/exterior parts against photo-thermal aging. In construction, we provide durable weather resistance for pipes, profiles, and membranes to ensure infrastructure longevity. In agriculture, our solutions boost crop yields, reduce waste, and promote sustainability. Through material science innovation, we are committed to building durability and greener growth.

The new energy vehicle, high-end equipment, and sports health sectors exhibit strong demand for high-performance rubber components. However, the industry simultaneously faces tightening global environmental regulations and pain points such as toxic substance migration and rapid aging in daily-use and sports health products. The key to industry advancement lies in driving material and process innovation to concurrently address the two core challenges of high-end performance and safety/environmental compliance, thereby propelling the industry toward high-value and green transformation.

On one hand, technologies are becoming more intelligent and low-carbon, with membrane processes and digital applications increasingly widespread. On the other hand, future water treatment plants will focus more on reclaiming water resources, energy, and materials, turning "waste into wealth." Meanwhile, decentralized treatment and resilient system development are emerging as new directions to address challenges. The industry is transforming from a "cost center" into a critical driver of "value creation."

In response to the core challenges in the ultra-light clay industry regarding material performance, safety, environmental concerns, and industry standards, we offer an integrated one-stop solution ranging from eco-friendly raw materials to fully automated production equipment. Our approach enhances product crack resistance and shelf stability through high-performance specialty materials, eliminates health concerns with internationally safety-certified raw materials, and supports clients in achieving stable and efficient standardized production via intelligent production line equipment and quality control systems. Together, we drive industry advancement.

The industry's future hinges on health, digitalization, and sustainability. Consumers now demand safe, transparent ingredients with personalized benefits, while brands face homogenized competition, cost volatility, and stricter eco-regulations.
"Green" is now a requirement, not just a slogan. Winning brands will use data to uncover niche needs, turn plant-based and biotech research into real results, and build agile, traceable supply chains. This race is about more than products—it's a test of technology, operational resilience, and consumer trust.
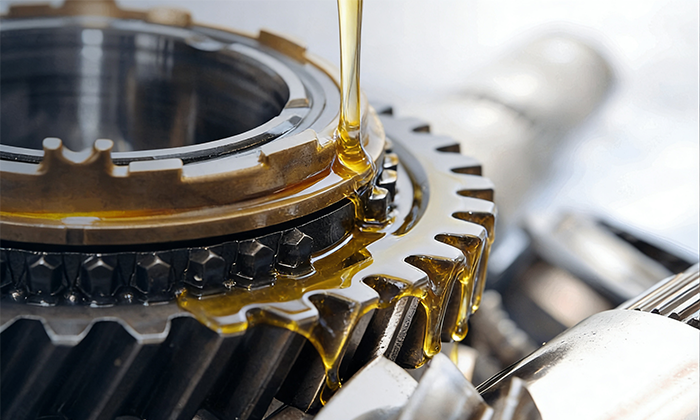
We support the evolving oilfield and petroleum industries by providing chemical additives tailored to two core needs:
For Oilfield Operations:
Enabling efficient, compliant extraction under increasingly challenging and regulated conditions.
For Product Upgrades:
Helping refine fuels and lubricants to meet higher performance and sustainability standards.
We focus on practical solutions that balance performance, cost, and environmental responsibility.

As a food additive partner, we help the industry balance safety, taste, and cost amid rising demand for cleaner, healthier food.
Key challenges:
Meeting "clean label" expectations while ensuring product stability and shelf life.
Reducing sugar, salt, and fat without compromising taste.
Managing supply chain volatility and regulatory complexity.
We provide safe, compliant solutions using natural additives and blending technology to support cleaner labels, better functionality, and sustainable production.
The rapid development of the automotive and transportation industry has created increasing demands for advanced anti-aging performance

We have a wide range of products and services to meet the needs of our customers.

 Pigments
Pigments Accelerators
Accelerators Rubber Antioxidants
Rubber Antioxidants Light Stabilizers
Light Stabilizers Foaming Agents
Foaming Agents Plastic Antioxidants
Plastic Antioxidants Lubricants
Lubricants Cellulose Ethers
Cellulose Ethers PVC Heat Stabilizers
PVC Heat Stabilizers Surfactants
Surfactants Chelating Agents
Chelating Agents Optical Brighteners
Optical Brighteners PVC Processing Aids
PVC Processing Aids Fillers
Fillers Coating Additives
Coating Additives Styrene-Acrylic Emulsion
Styrene-Acrylic Emulsion Water-based Coatings
Water-based Coatings  Building Materials
Building Materials  Shoe Materials
Shoe Materials Plastics
Plastics Rubber
Rubber Water Treatment
Water Treatment Ultra-light Clay
Ultra-light Clay Daily Chemicals
Daily Chemicals Oilfield and Lubricant
Oilfield and Lubricant  Food
Food